

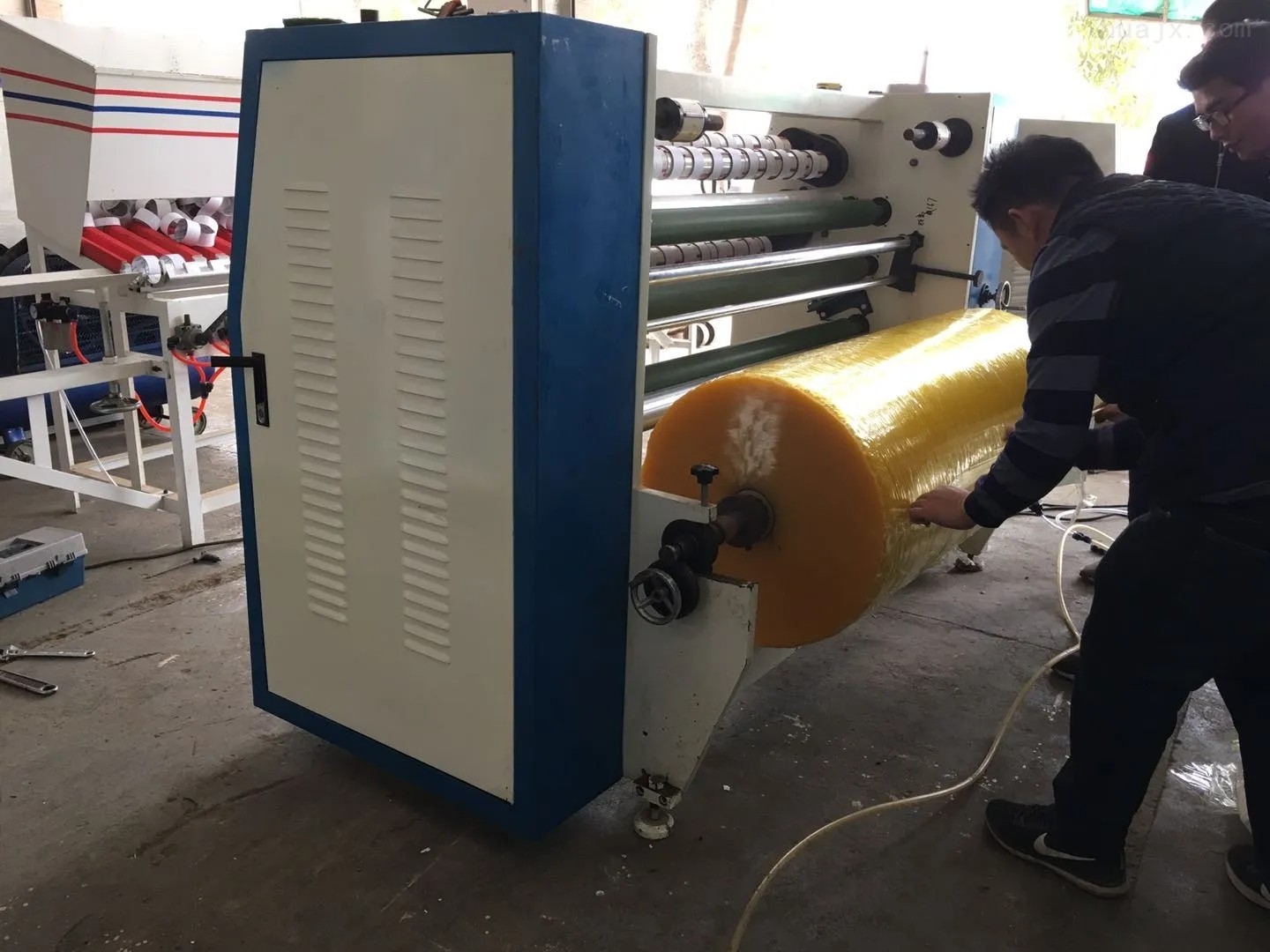
贴合分条机
次之,倘若发觉贴合分条机机器设备所裁切的条料毛刺超标准,则要求从2个层面来思考。一种是在滚剪后条料毛刺超标准,关键包含的原因有:1、刀具刀口不尖锐,条料上的毛刺主要表现为持续的;刀口有缺陷,状况主要表现为条料上毛刺有时断时续的闪光点。这时理应再次韧磨刀具;2、刀具空隙或重叠度大时,条料上的毛刺主要表现为是持续的,并有微小的翻开状况。此类情况应关机查验,再次调节刀具空隙。
该贴合分条机机器设备在工作中过程中,其刀轴圆柱度和内孔颤动都会5微米之内,所裁切的原材料标准为:0.25mm厚40mm宽的T2无氧紫铜布氏硬度110,规定分成3条12mm宽的窄带材。历经生产发觉,在分切以后原材料总会有一条出現非晶带材皱边。
简单而言,实际上便是在贴合分条机机器设备工作中过程中,落料过程并不畅顺,觉得好像被卡在二块刀头中间,随后在收卷机抗拉力的实际效果下强制性落料,因此造成非晶带材边缘发皱。那麼,难题终究出在哪个层面呢?从之上详细介绍中,主要要考虑到的便是所裁切的原材料强度难题。
随着工业的发展,分条机已用于各行各业,那么裁剪的度也受高度关注,今天小编带大家一起来了解下影响分条机宽度尺寸的因素。1,在分条机设备运行过程中,如果刀具存在有横向摆动的问题,那么将会导致产生尺寸不良,比如刀具的横向摆动和刀具外径尺寸不同而不良。由于刀具的横向摆动值不可能为零。通常其负荷的横向摆动值约0.03-0.05mm。原因是刀厚、内径、间隔套宽度等精度误差,厚板剪切时侧向应力产生的翘曲。
2,在分条机设备生产期间,由于钢板存在有横向翘曲的问题,因而造成了宽度尺寸不良。这是因为在横向翘曲状态下剪断的制品测量时比配刀设定值要大一些。
3,由于随着分条机设备的生产运行,其中间隔套、刀具等存在一定的配合误差。通常情况下,间隔套、刀具等厚度精度为0.005。配刀时片数较多时,累计误差就变大。此是由于上公差设定不良。要知道,分条机剪断的制品的宽度总比配刀的制品侧尺寸略显下公差状态。因此需要提前预测好这种下差程度。在制品侧配刀时间隔套的尺寸确定时参考。还要考虑到所采用的剪切方法。相比较来说,分条机设备采用直拉式剪切的话,那么钢卷张力加大,横向翘曲会消失,尺寸也会走下差。
热切分条机特点:1.采用进口变频控制系统,稳定可靠;
2.机械结构刚强,高速作业稳定性高,有效地提高了机械的耐用性以及它的使用寿命;
3.速度快,产能高;
4.分切的布料平整,;
5.送料过程均匀,提高了切口的平滑整洁性,而且更节能;
6.机型号广泛多样,可根据需求量身定制;
7.斜裁角度根据需要可作调整。
8.采用日本进口全自动追踪纠偏系统和恒张力控制跟踪系统,对检边、对中、对线和恒张力准确控制、灵敏度高(小0.01~0.05)、质量和效果非常好;
9.节能性强,采用直接对分条刀具进行电子控温设计,没有任何热导中介,大大的减少了能量损失,从而提高节能性。同时利用电子控温,来加工不同种类和各种厚度的布料,从而再扩大加工布料品种和类型的范围;
10.对布料分条加工的宽度可在(10mm至1600mm范围)无级调节;
11.有自动检察和调节布料扩张力系统,可对各种布料作相应的张力调节,从而使分条后的布条效果更佳更好;
12.采用全电子程序控制,自动化程度高、操作方便、使用、工作稳定可靠、寿命长;
13.有静电消除装置系统。
小编在这分享给大家胶带分条机特点:1)胶带分条机各部控制,集中面板控制,操作简易。
2)放料方式:后面放料,方便上料及调节原料位置;采用弓形展开轮:展开轮为独特弓形设计。彻底消除胶带在展开或送料过程中起皱现象。
3)收卷方式:双轴中心卷取,四轴自动交换作业;操作简易,效率高。
4)传动部分:交流电机驱动,变频调速;传动轴采用铁弗龙压花轴,可以防止粘胶。
5)长度控制:三段表控制卷取流程控制,感应式换算计长,计长。
6)刹车装置:采用气动刹车器材料张力控制平稳,刹车调节方便,增强收卷效果。
7)分切刀具:工业直刀。(可选气刀、圆刀)
8)油压上料机构,可快速上料,降低劳动强度。(可选)
9)自动贴标机构,提益。(可选)
10)放料机构加装隔罩,减轻材料卷出时的噪音,达到理想工作环境。(可选)